[VIP第1年] 指数:3
[VIP第1年] 指数:3
智能仓储的优点主要体现在以下几个方面:提高作业效率:自动化设备和智能系统能够大幅度提升仓库作业的速度和准确性。例如,自动导引车(AGV)和机器人可以迅速且准确地搬运和分拣货物,减少人工操作的时间和错误率。智能仓储系统通过优化存储位置和拣货路线,进一步缩短作业时间,提高整体运营效率。降低成本:自动化和智能化技术可以减少对大量劳动力的依赖,从而降低人力成本。通过实时监控和优化库存,智能仓储系统能够避免过度库存和缺货现象,减少库存成本。同时,智能仓储系统还能通过数据分析预测库存需求,实现更精确的采购计划,进一步降低成本。AI算法预测需求,优化库存配置策略。上海仓储物流智能厂家

智能仓储的运行原理主要是基于这些自动化设备的运行,比如:
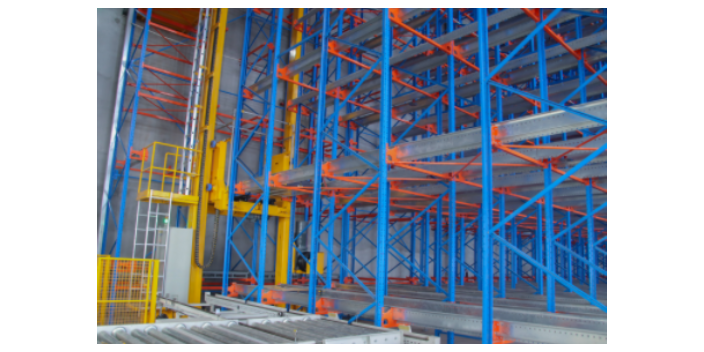
堆垛机:堆垛机是智能仓储中常见的自动化设备之一。它能够在立体货架之间的巷道内运行,通过水平和垂直方向上的移动,能够将货物准确地存入货架或从货架上取出。其次,堆垛机通常由控制系统、行走机构、提升机构和载货台组成。控制系统接收指令后,驱动行走机构在巷道内移动到指定的位置,然后提升机构会将载货台提升或下降到相应的货架层,通过载货台将货物存入或取出。 浙江智能仓储电话智能仓储利用物联网技术,实现库存精细管理与追踪。

前期规划需求分析要整体深入:明确企业的业务需求、货物特点、出入库频率等,确保智能仓储系统的设计能够满足实际运营要求。例如,如果企业主要存储小件商品且出入库频繁,就需要选择高速的自动化设备和高效的分拣系统。空间规划合理:充分考虑仓库的布局、货架高度、通道宽度等因素,以实现空间的利用和物流的顺畅流通。同时,要预留一定的扩展空间,以适应企业未来的发展需求。与现有系统的兼容性:确保智能仓储系统能够与企业的其他管理系统(如ERP、WMS等)无缝对接,实现数据的实时共享和交互。否则,可能会导致信息孤岛,影响运营效率。
制造业:
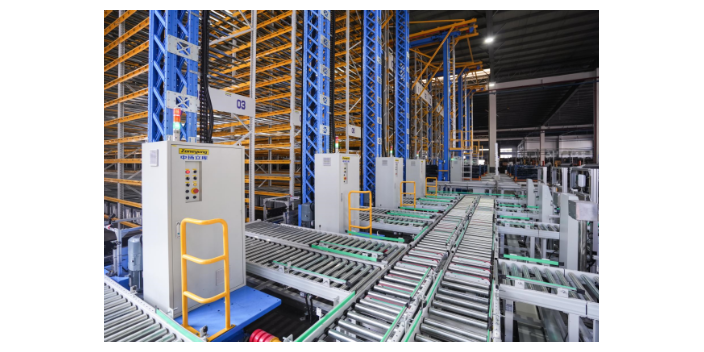
原材料与半成品存储:制造业企业需要大量的原材料和半成品,智能仓储系统可以对这些物料进行自动化的存储和管理。例如,通过自动堆垛机、穿梭车等设备,实现物料的自动入库、存储和出库,提高物料的存储效率和管理精度。
生产与仓储的协同:智能仓储系统可以与企业的生产系统进行集成,实现生产与仓储的协同运作。根据生产计划和进度,智能仓储系统可以提前将所需的原材料和半成品准备好,并及时配送至生产线上,保障生产的连续性。同时,生产线上产生的成品可以自动回收到仓库中进行存储和管理。 智能仓储是未来物流行业的必然趋势。

货物安全性高:
环境监测与控制:智能仓储系统能够对仓库的环境进行监测和控制。例如,通过安装温湿度传感器、烟雾报警器等设备,实时监控仓库内的环境状况。当温湿度超出设定范围时,可以自动启动空调、除湿机等设备进行调节;当检测到火灾隐患时,能够及时报警并采取灭火措施,确保货物存储环境的安全稳定。
设备安全保障措施:自动化设备本身也具备多种安全保障功能。例如,AGV 通常配备有障碍物检测传感器和防撞装置,当检测到前方有障碍物时,能够自动减速或停止,避免碰撞导致货物损坏。堆垛机也有安全防护栏、限位开关等装置,防止设备故障时对货物和人员造成伤害。 智能仓储系统降低错误率,提升整体仓储服务水平。上海智能物流仓储销售厂家
无人仓技术的应用,使智能仓储迈向更高自动化水平。上海仓储物流智能厂家
智能仓储在未来的发展趋势,还将体现在大数据与人工智能的深度融合上。未来,大数据分析在智能仓储中将扮演至关重要的角色。通过对仓储过程中产生的大量数据进行分析,可以发现隐藏在数据背后的规律和关联性,从而优化仓储策略,提高仓库的运营效率和管理水平。人工智能技术将更深入地应用于智能仓储之中,通过机器学习和深度学习等技术,智能仓储系统能够根据历史数据和实时信息做出更加智能化的决策,提升仓储管理的智能化水平。 上海仓储物流智能厂家
文章来源地址: http://jtys.chanpin818.com/ccsb/qtccsb/deta_24179032.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。