[VIP第1年] 指数:3
[VIP第1年] 指数:3
刮板输送机的运行有哪些需要注意的地方呢?占伟机械为大家分享一下这个问题,希望可以帮助到大家,另外关于刮板输送机很多客户并没有了解甚至使用过,一起来了解一下吧。要尽可能的使刮板输送机保持在平和直的条件下运行。刮板输送机在水平和垂直两个方向都允许有一定的弯曲,并不是指机体任意上下和水平弯曲都是合理的。一旦刮板输送机拐“急弯”,则会使溜槽接头弯曲角度过大,导致溜槽连接件受力过大而损坏。溜槽连接件损坏和丢失后,常运行的措施刮板输送机正溜槽接头失去了控制,弯曲时溜槽接头间出现了间隙,煤粉漏到底槽,会增加运行阻力或造成堵塞。如果刮板输送机铺设不平,则在溜槽搭接处刮板与溜槽的接头磨损加剧,增加运行阻力,缩短使用寿命,甚至还会影响其他配套设备的工作。要提高刮板输送机的有效运行时间,在负荷一定的情况下,设备运行的工作利用率越高,输送量也会越大,对刮板输送机效能的充分发挥有利,是提高产量和经济效益的有效途径。因此,邹平化工输送机设计,在运行中要尽一切办法减少停运时间。一般不允许刮板输送机空载运行,因为空载不仅缩短了有效运行时间,邹平化工输送机设计,也造成了电力的浪费和机件的无效磨损。如果刮板输送机在运行时发生故障,邹平化工输送机设计,只要故障范围不再扩大。中输输送机的行业影响力逐年提升。邹平化工输送机设计

安装托辊:在机架、传动装置和拉紧装置安装之后,可以安装上下托辊的托辊架,使输送带具有缓慢变向的弯弧,弯转段的托滚架间距为正常托辊架间距的1/2~1/3。托辊安装后,应使其回转灵活轻快。 安装驱动装置:安装驱动装置时,必须注意使皮带输送机的传动轴与皮带输送机的中心线垂直,使驱动滚筒的宽度的**与输送机的中心线重合,减速器的轴线与传动轴线平行。同时,轴和滚筒都应找平。轴的水平误差,根据输送机的宽窄,允许在0.5—1.5mm的范围内。 在安装驱动装置的同时,可以安装尾轮等拉紧装置,拉紧装置的滚筒轴线,应与皮带输送机的中心线垂直。邹平化工输送机设计中输输送机累积点滴改进,迈向优良品质!

输送机皮带安装时的注意: ①在输送带卷取铁芯上穿上转动灵活的轴,并将带卷架好,上架前注意上、下盖胶的方向不要架反。 ②在不宜上架的工作场所可以把输送带卷导开,并使折叠处输送带具有足够大曲率半径,防止损伤输送带,折叠处禁止在输送带上放置重物。 ③如果是更换输送带,可将新带与旧带连在一起,卸带与安装新输送带同时进行。 ④对于水平运转的输送机,可在任何一点切断旧输送机,倾斜方向运转的输送机,则需选好切断点,防止因自重引起下滑而失控。 ⑤在输送上将新带的位置放正后,用夹具将胶带的一端固定好,然后与绕过辊与带轮的绳索相连,通过牵引装置将输送带平衡地架到输送机上,牵引时,要防止输送带与机架相互挤压。夹具将输送带的一端固定在输送机架上,另一端通过滑轮将另一端拉紧,直到输送带在返回托辊上无明显下垂。 将张紧装置固定离起点100~150mm处。
打滑测速装置故障皮带机上一般都设置了打滑测速装置,当发生打滑时,它会发出故障信号,并停止皮带机运行。打滑测速装置主要由测速轮和控制箱两部分组成,测速轮直接与皮带接触,并由皮带带动其旋转。当测速轮上有粘物料或与皮带接触不良时,该装置就会误发打滑信号使皮带机停机。在实际运行中这种情况较为频繁,控制箱内电气回路故障偶尔也会误发打滑信号。解决措施:在皮带机发生打滑故障而停机时,首先应在现场进行检查,以确定皮带机是否真的发生了打滑。如果因为测速装置误发打滑信号,应对其进行检查处理。处理的一般方法是测速轮上的粘物料,调整测速轮位置和排除电气回路故障。启动时制动器打不开皮带机在启动时有时也会因为制动器打不开而打滑停机,原因是皮带机驱动装置受制动器制动不能旋转,而此时电机回路已经接通,现场检查会发现电机嗡嗡响,而皮带及其驱动装置都不动作。主动轮与皮带之间的包角或摩擦系数太小通常主动轮与皮带之间的包角应不低于120°,如果太小易造成皮带机打滑。解决措施:如果主动轮与皮带之间的包角偏低,且调整张紧轮的位置仍旧无法有效地增大,可能需要修改设计。因此,在前期设计时就应该仔细考虑这些因素。中输输送机倾城服务,确保产品质量无后顾之忧。

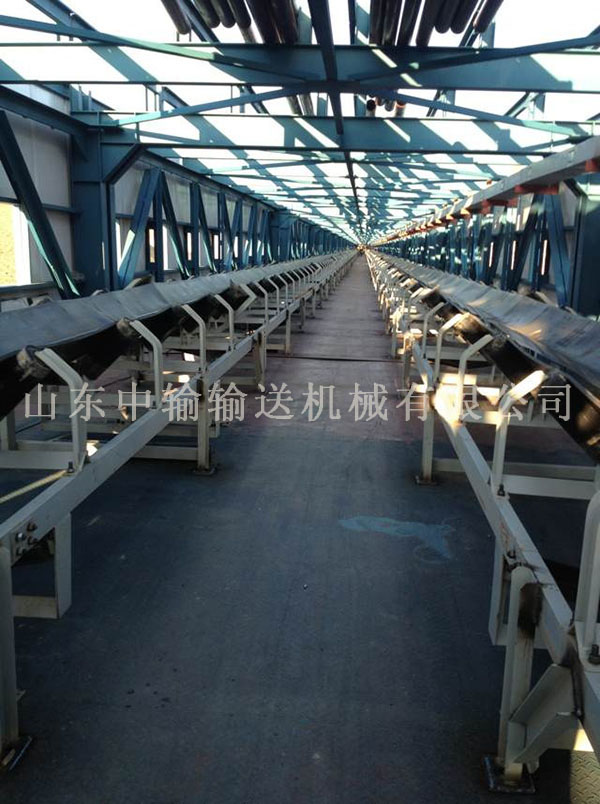
如果只是轻微的跑偏,可以收紧紧边的轴承座。但这种方法只能调整较小的偏移量,对于大的偏移量,可以采用将机尾滚筒加装在活动小车上(见下图),通过调整小车来纠偏;b、由于输送带本身弯曲不直或接头不正等原因使输送带受力不均,造成跑偏,应将输送带切正,重新胶合或打钉扣;c、托辊组轴线同输送带中心线不垂直,造成输送带跑后不跑前现象,即输送带向后跑偏(与输送带的运行方向相反),调整方法为向哪边偏移,就将哪边的托辊向输送带前进的方向偏斜2°~4°(见下图),一般情况下要调整几个托辊才可以纠偏。托辊与输送带之间产生的磨损维护措施a、首先确保整个输送机在一个中心线上;其次是两侧倾斜托辊与中间水平托辊具有相同的倾斜角度,所有中间托辊在同一水平面上,使所有托辊与输送带有良好的接触,保证各个托辊受力均匀;b、尽量少使用调心托辊;c、加强托辊日常维护保养工作,对于破损的托辊要及时更换。输送带磨损是比较常见的故障之一,但如果不加重视往往会引起更为严重的,因此采取相应的措施以降低输送带的磨损,延长使用寿命,对带式输送机的正常运行和降低维护费用有着很实际的意义。中输输送机不断从事技术革新,改进生产工艺,提高技术水平。云南全新输送机价格
我公司将以优良的产品,周到的服务与尊敬的用户携手并进!邹平化工输送机设计
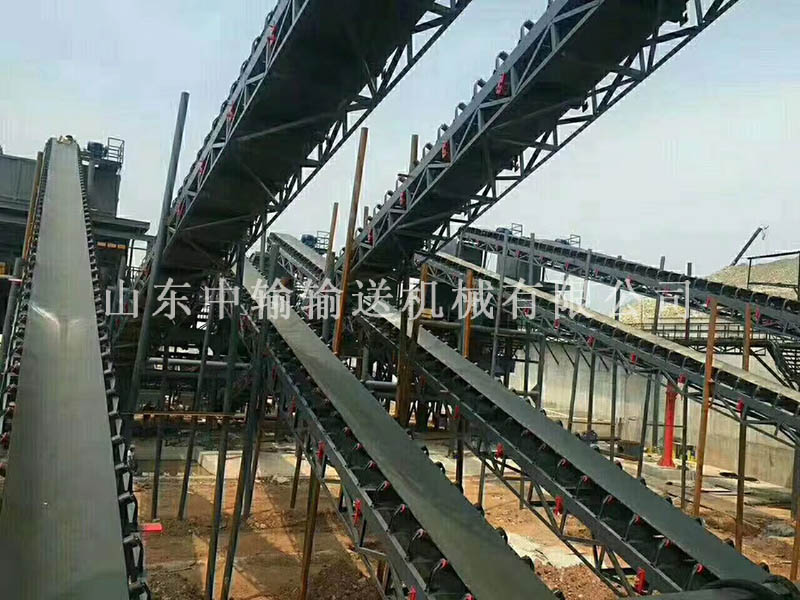
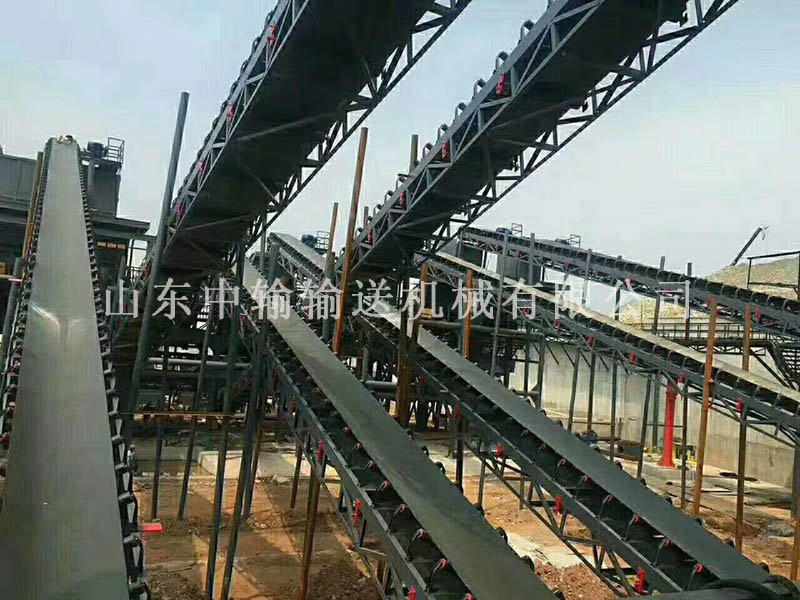
都可能使得皮带受到一定的侧向拉力,将皮带拉向某一边。设备振动严重引起的皮带跑偏。在皮带运行过程中,皮带机设备的剧烈振动也会导致皮带跑偏,尤其是托辊的径向跳动皮带跑偏**为明显。凹段带式输送机曲率半径过小引起的皮带跑偏。对于设计有凹段的带式输送机,如凹段的曲率半径过小,在启动时如果皮带上没有物料,在凹段区间处皮带就会弹起,遇到大风天气时还会将皮带吹偏。皮带跑偏的调整措施通过以上对带式输送机皮带跑偏原因的分析,采取以下相应的措施。调整皮带机的机头、机尾、中间架,使三者的中心在同一条直线上。调整滚筒安装位置,使滚筒轴线垂直于胶带的纵向中心线并与水平面平行。以首轮滚筒为例,如果胶带向哪侧轴承座跑偏,就将哪侧轴承座向胶带的运行方向移动,或将另一侧轴承座向运行的反方向移动。但要注意,调整前必须确定滚筒的中心线与胶带中心线的实际偏移量,以保证调整后的滚筒位置的正确。将不正的胶带接头切掉,重做皮带接头。使接头处平直,在10m长度上的直线度公差值不大于20mm。另外,所钉皮带扣比较好随着槽形托辊长度而分段,以保证胶带接头处的成槽性能,防止和减少销子折断,避免发生撕拉胶带。托辊架不正引起的跑偏。邹平化工输送机设计
山东中输输送机械有限公司成立于2016-06-28,注册资本:1000-2000万元。该公司贸易型的公司。公司致力于为客户提供安全、质量有保障的质量产品及服务,是一家有限责任公司(自然)企业。公司始终坚持客户需求***的原则,致力于提供高质量的[ "输送机", "输送机厂家", "皮带输送机", "滚筒" ]。山东中输输送机供自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。
文章来源地址: http://jtys.chanpin818.com/tysssb/shusongjixs/deta_4935681.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。