[VIP第1年] 指数:3
[VIP第1年] 指数:3
在生鲜食品行业中,智能仓储可以实现对食品的温度、湿度等环境参数的实时监控,从而保证食品的质量和安全。在医药行业中,智能仓储可以实现对药品的全过程追踪和监管,从而保证药品的质量和安全。智能仓储的优势在于它可以实现数字化、自动化的管理,从而提高物流效率和管理水平。智能仓储系统可以实时监控仓库内的物品,从而及时发现问题并采取措施。同时,智能仓储系统可以对物品进行全过程追踪和数据分析,从而提高物流效率和管理水平。智能仓储系统还可以实现对物品的自动化处理和配送,从而减少人力成本和提高配送效率。总之,智能仓储是实现“智能物流”和“智慧城市”的重要组成部分。它利用物联网,安徽食品智能仓储手机号、大数据、云计算等信息技术,对传统仓储进行数字化,安徽食品智能仓储手机号、自动化改造,从而提高物流效率和管理水平。智能仓储的应用范围非常普遍,尤其是在电商、生鲜食品、医药等行业中得到了普遍的应用。智能仓储的优势在于它可以实现数字化,安徽食品智能仓储手机号、自动化的管理,从而提高物流效率和管理水平。智能仓储系统可以通过自动化的货物运输提高运输效率。安徽食品智能仓储手机号

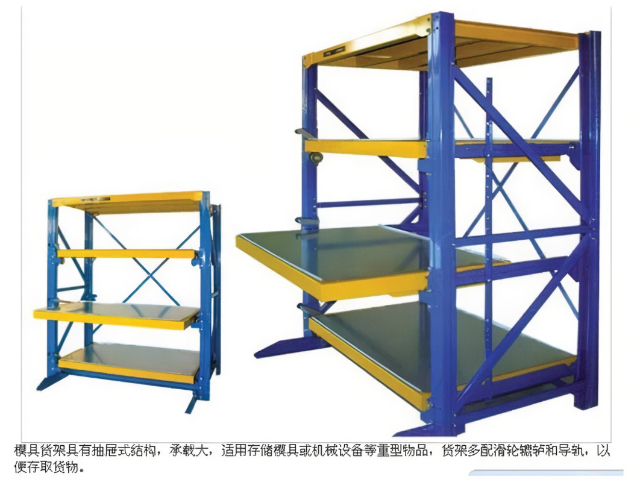
实现仓库的信息自动化、精细化管理,指导和规范仓库人员日常作业,完善仓库管理、整合仓库资源,并为企业带来以下价值:Ø实现数字化管理,出/入库、物料库存量等仓库日常管理业务可做到实时查询与监控;Ø提升仓库货位利用效率;Ø减少对操作人员经验的依赖性,转变为以信息系统来规范作业流程,以信息系统提供操作指令;Ø实现对现场操作人员的绩效考核;Ø降低作业人员劳动强度;Ø降低仓储SKU的库存;Ø改善仓储的作业效率;Ø减少仓储内的执行设备;Ø改善订单准确率;Ø提高订单履行率;Ø提高仓库作业的灵活性。上海立体智能仓储方案智能仓储的应用领域越来越普遍,不只只局限于大型制造和流通企业。

智能仓储系统是一种高效的物品管理和监测系统,其运作原理是在仓库中设置自动化机器人、自动化物流设备和自动化CCTV等设施,通过系统集成控制设备之间的信号和数据传输,实现对整个仓库物品的高效管理与条件监测。这种系统的应用领域不只限于大型制造和流通企业,冷库、食品物流等行业也开始采用智能仓储系统,以提高库容量和管理效率,保证物流过程的安全性和高准确度的处理标准。智能仓储系统的优势在于其节省了人力成本,提高了物品存放和管理的效率和质量。通过自动化机器人的操作,可以实现快速、准确的物品存储和取出,避免了人工操作中可能出现的误差和延误。
智能仓储是物流过程的重要的环节,智能仓储的应用,极大保证了货物管理各个环节的速度和准确,同时也确保企业能够及时准确地掌握库存的真实数据,合理保证和控制企业的库存。1、由于能充分利用仓库的垂直空间,其单位面积存储量远远大于普通的单层仓库(一般是单层仓库的4-7倍).目前,世界上比较高的立体仓库可达40多米,容量多达30万个货位.2、仓库作业全部实现机械化和自动化,一方面能节省人力,减少劳动力费用的支出,另一方面能提高作业效率.3、采用计算机进行仓储管理,可以方便地做到"先进先出",并可防止货物自然老化、变质、生锈,也能避免货物的丢失。4、货位集中,便于控制与管理,特别是使用电子计算机,不但能够实现作业的自动控制,而且能够进行信息处理。5、能更好地适应黑暗、低温、有毒等特殊环境的要求.例如,胶片厂把胶片卷轴存放在智能仓储仓库里,在完全黑暗的条件下,通过计算机控制可以实现胶片卷轴的自动出入库。6、采用托盘或货箱存储货物,货物的破损率显着降低。智能仓储系统可以通过自动化的货物盘点提高盘点效率。

在仓储物流的发展历程中,我们可以看到从人力搬运到机械化仓储,再到自动化设备,较终朝着智慧物流的方向发展。自动化与智慧化是仓储物流管理转型升级的必经之路,这也是电动叉车、自动引导车(AGV)、穿梭车(RGV)等智能输送设备应用日益普及化的原因。自动化立体仓库(AS/RS系统)的空间利用率为普通仓库的2-5倍,能够实现货物存储的高度自动化、存储高速化和信息的一体化。立体仓库管理系统与ERP系统对接后,从生产计划的制定开始到下达货物的出入库指令,可实现全流程自动化作业。自动化立体仓库的应用,不只提高了仓储物流的效率,还降低了人力成本,减少了人为因素对仓储物流的影响。同时,自动化立体仓库的空间利用率也是普通仓库的2-5倍,这意味着在同样的空间内,可以存储更多的货物,从而提高了仓储物流的效益。除此之外,立体仓库管理系统与ERP系统的对接,也为仓储物流的管理提供了更加便捷和高效的方式。从生产计划的制定开始到下达货物的出入库指令,全流程自动化作业的实现,不只提高了仓储物流的效率,还降低了管理成本,减少了人为因素对仓储物流的影响。智能仓储系统的物流运作效率和准确性也得到了显著提高,有助于降低客户等待时间和提高精确交付率。安徽医药智能仓储公司
智能仓储系统可以通过智能化的货物分类提高分类效率。安徽食品智能仓储手机号
智能仓储在智能制造中的地位随着智能化的到来越来越重要,智能仓储为仓储行业带来了性的变革,极大的促进了仓储的中心地位转变。智能仓储主要有以下几点特性:数据读取方便快捷:数据的读取不需要光源,识别距离长,采用自带电池的主动标签时,识别距离可达到30米以上;识别速度快:标签一进入磁场,阅读器就可以即时读取其中的信息,而且能够同时处理多个标签,实现批量识别;穿透性和无屏碍阅读:RFID能够穿透纸张、木材和塑料等非金属和非透明的材质,进行穿透性通信,不需要光源,读取距离远。但不透过金属等导电物体进行识别;数据容量大:一维条形码的容量是50Bytes,二维条形码容量可储存2到3000字符,RFID的容量则有数MegaBytes,而且可以扩充容量。 安徽食品智能仓储手机号
文章来源地址: http://jtys.chanpin818.com/ccsb/qtccsb/deta_19177708.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。